Литий-ионные аккумуляторы имеют широкий спектр применения. По области применения их можно разделить на аккумуляторы для хранения энергии, силовые аккумуляторы и аккумуляторы для бытовой электроники.
- Аккумуляторная батарея для хранения энергии охватывает накопители энергии связи, накопители энергии электропитания, распределенные энергетические системы и т. д.;
- Аккумуляторные батареи в основном используются в сфере энергетики, обслуживая рынок, включая новые энергетические транспортные средства, электрические вилочные погрузчики и т. д.;
- Аккумуляторы для бытовой электроники охватывают потребительскую и промышленную сферы, включая интеллектуальные счетчики, интеллектуальную безопасность, интеллектуальный транспорт, Интернет вещей и т. д.
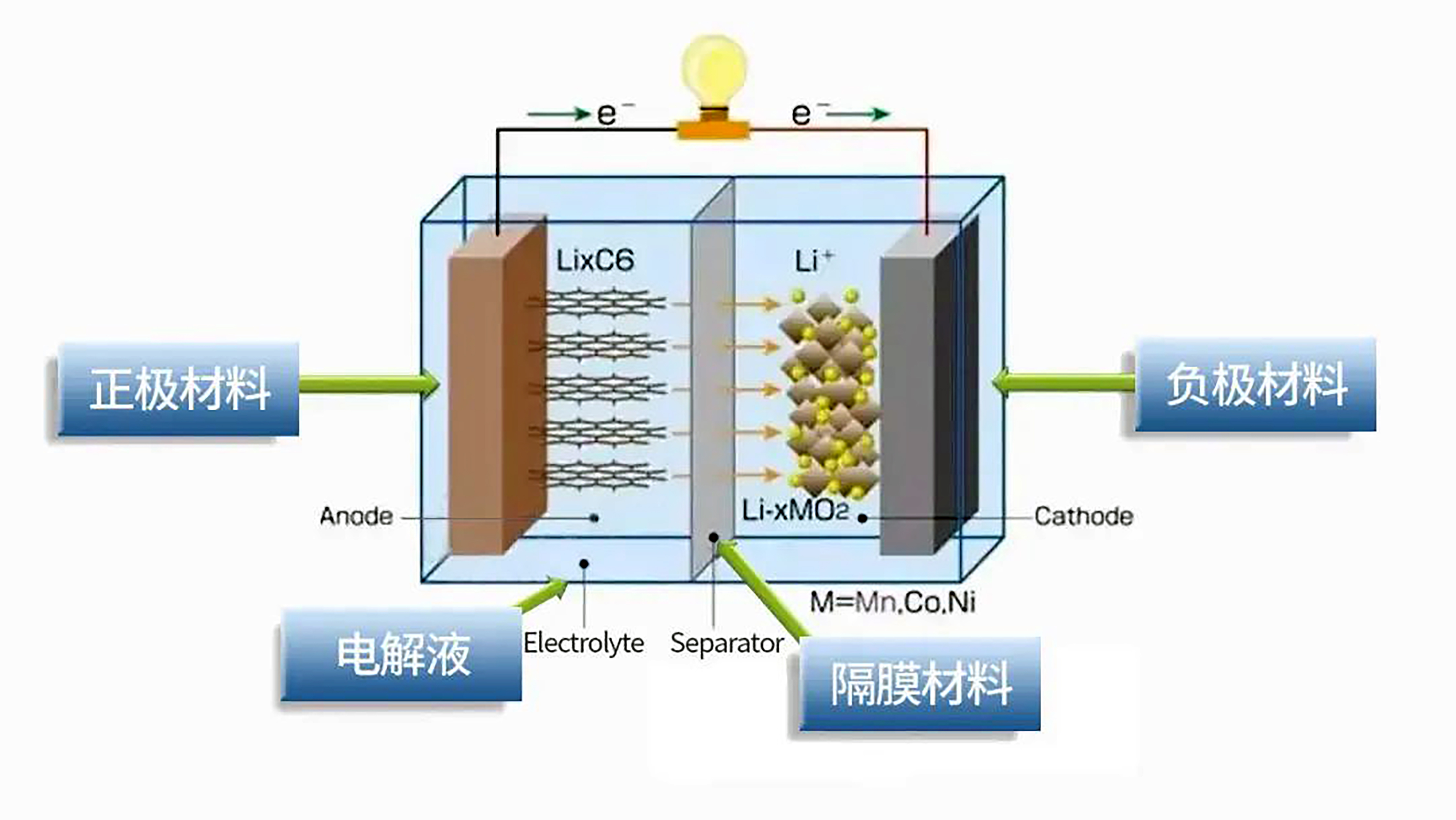
Литий-ионный аккумулятор представляет собой сложную систему, состоящую в основном из анода, катода, электролита, сепаратора, токосъемника, связующего вещества, проводящего агента и т. д., в которой происходят реакции, в том числе электрохимическая реакция анода и катода, проводимость ионов лития и электронная проводимость, а также диффузия тепла.
Процесс производства литиевых аккумуляторов относительно длительный и включает в себя более 50 технологических операций.
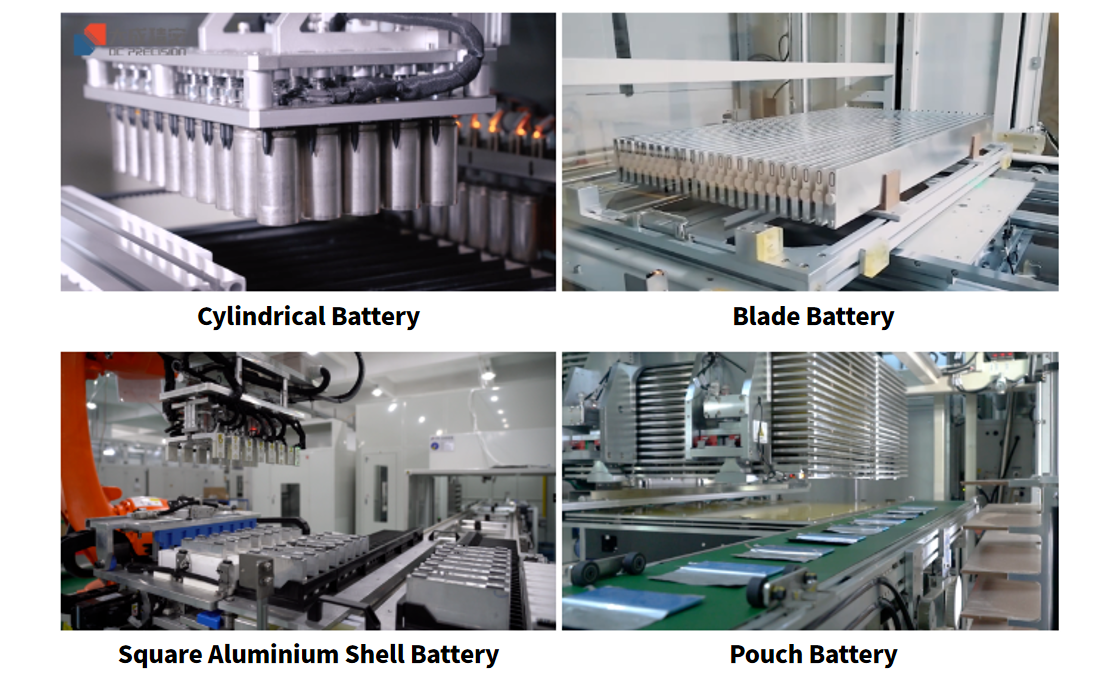
Литиевые аккумуляторы по форме делятся на цилиндрические, квадратные, пакетные и плоские. Процесс их производства имеет некоторые различия, но в целом процесс производства литиевых аккумуляторов можно разделить на начальный этап (изготовление электродов), промежуточный этап (синтез ячеек) и конечный этап (формование и упаковка).
В данной статье будет представлен начальный этап процесса производства литиевых аккумуляторов.
Целью технологического процесса является завершение изготовления электрода (анода и катода). Основные этапы включают: приготовление суспензии/смешивание, нанесение покрытия, каландрирование, резку и вырубку.
Суспензирование/смешивание
Суспензирование/смешивание заключается в равномерном смешивании твёрдых материалов анода и катода аккумулятора с последующим добавлением растворителя для получения суспензии. Смешивание суспензии является начальной точкой на переднем конце линии и предшествует последующему нанесению покрытия, каландрированию и другим процессам.
Суспензия для литиевых аккумуляторов разделяется на суспензию для положительных и отрицательных электродов. В смеситель добавляются активные вещества, проводящий углерод, загуститель, связующее, добавка, растворитель и т.д. в пропорции. В результате смешивания получается равномерная дисперсия твердо-жидкостной суспензии для нанесения покрытия.
Качественное смешивание является основой качественного завершения последующего процесса, что напрямую или косвенно повлияет на показатели безопасности и электрохимические характеристики аккумулятора.
Покрытие
Нанесение покрытия — это процесс нанесения активного материала положительного и отрицательного электродов на алюминиевую и медную фольгу соответственно, после чего их смешивают с проводящими веществами и связующим для формирования электродной пластины. Затем растворители удаляются сушкой в печи, что обеспечивает прочное соединение материала с подложкой и формирование катушки с положительным и отрицательным электродами.
Катодное и анодное покрытие
Материалы катода: существует три типа материалов: слоистая структура, структура шпинели и структура оливина, соответствующие тройным материалам (и кобальта лития), манганату лития (LiMn2O4) и фосфату лития-железа (LiFePO4) соответственно.
Анодные материалы: В настоящее время в коммерческих литий-ионных аккумуляторах в качестве анодных материалов используются преимущественно углеродные и неуглеродные материалы. К углеродным материалам относятся графитовый анод, который в настоящее время наиболее широко используется, а также анод из неупорядоченного углерода, твердый углерод, мягкий углерод и т. д.; к неуглеродным материалам относятся анод на основе кремния, титанат лития (LTO) и т. д.
Являясь основным звеном начального процесса, качество выполнения процесса нанесения покрытия существенно влияет на однородность, безопасность и жизненный цикл готовой батареи.
Каландрирование
Покрытый электрод дополнительно уплотняется роликом, обеспечивая плотный контакт активного вещества и коллектора, что сокращает расстояние перемещения электронов, уменьшает толщину электрода и увеличивает его емкость. Это также позволяет снизить внутреннее сопротивление аккумулятора, повысить проводимость и улучшить коэффициент использования его объема, что приводит к увеличению его емкости.
Плоскостность электрода после каландрирования напрямую влияет на эффективность последующей резки. Однородность активного вещества электрода также косвенно влияет на производительность элемента.
Продольная резка
Продольная резка — это непрерывная продольная резка широкого рулона электрода на узкие ломтики необходимой ширины. При продольной резке электрод подвергается сдвигу и ломается. Ключевым показателем качества является плоскостность кромок после резки (отсутствие заусенцев и изгибов).
Процесс изготовления электрода включает в себя сварку электродного наконечника, нанесение защитной клейкой бумаги, обертывание электродного наконечника и лазерную резку электродного наконечника для последующей намотки. Высечка предназначена для штамповки и придания формы покрытому электроду для последующей обработки.
В связи с высокими требованиями к показателям безопасности литий-ионных аккумуляторов в процессе производства литиевых аккумуляторов предъявляются высокие требования к точности, стабильности и автоматизации оборудования.
Будучи лидером в области оборудования для измерения литиевых электродов, компания Dacheng Precision выпустила серию продуктов для измерения электродов на начальном этапе процесса производства литиевых аккумуляторов, таких как рентгеновский/бета-измеритель поверхностной плотности, измеритель толщины и поверхностной плотности CDM, лазерный толщиномер и т. д.

- Суперрентгеновский измеритель поверхностной плотности
Он адаптируется к измерению покрытия шириной более 1600 мм, поддерживает сверхскоростное сканирование и обнаруживает такие детализированные особенности, как области утончения, царапины и керамические кромки. Он может использоваться при нанесении покрытия в замкнутом цикле.
- рентгеновский/β-измеритель поверхностной плотности
Он используется в процессе нанесения покрытия на электроды аккумуляторных батарей и в процессе нанесения покрытия на керамический сепаратор для проведения оперативного тестирования поверхностной плотности измеряемого объекта.
- Измеритель толщины и поверхностной плотности CDM
Его можно применять в процессе нанесения покрытия: для оперативного обнаружения детальных характеристик электродов, таких как пропуски покрытия, нехватка материала, царапины, контуры толщины участков утончения, определения толщины AT9 и т. д.;
- Многокадровая синхронная следящая измерительная система
Используется для нанесения покрытия на катоды и анодные поверхности литиевых аккумуляторов. Система использует несколько сканирующих рамок для синхронного трекинга электродов. Пятикадровая система синхронного трекинга позволяет контролировать состояние влажной пленки, чистое покрытие и состояние электрода.
- Лазерный толщиномер
Он используется для обнаружения электрода в процессе нанесения покрытия или каландрирования литиевых батарей.
- Автономный толщиномер и размерный измеритель
Он используется для определения толщины и размеров электродов в процессе нанесения покрытия или каландрирования литиевых аккумуляторов, что повышает эффективность и однородность.
Время публикации: 31 августа 2023 г.




